\大切な人への贈り物は BECOS(べコス) で/

出典元:BECOS
\大切な人への贈り物は BECOS(べコス) で/
こんにちは Jin(@Jin_talk38)です。
この世で一番「LABSLICER(EasyWare)」を理解している男です。
前回「LABSLICERの使い方」に続きLABSLICERの謎について解き明かしていきます。
LABSLICERでは以下の画像のとおり、印刷時の速度(精度)を選択することができます。
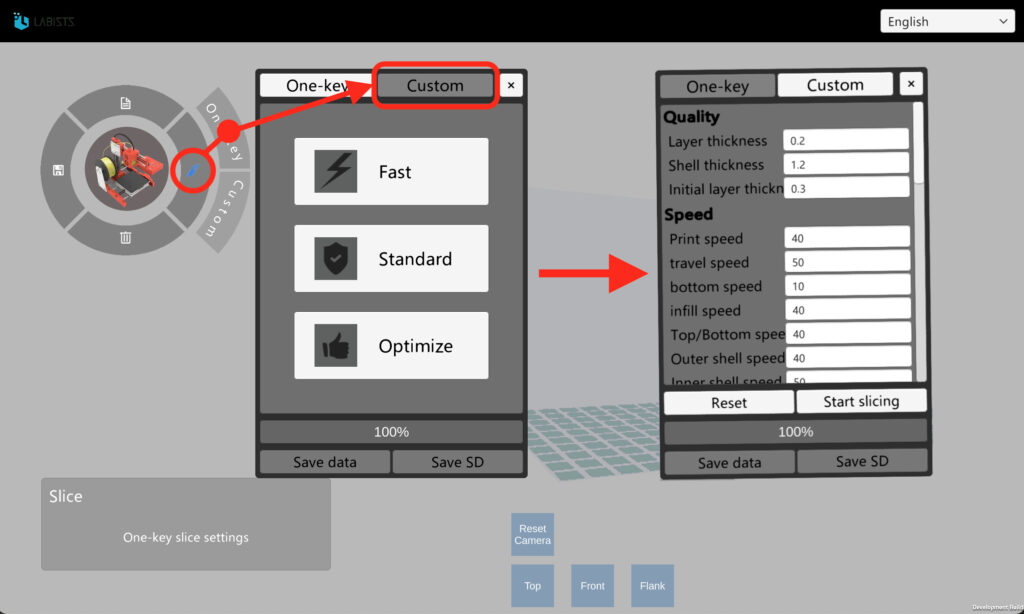
| Fast | 印刷速度は早い。ただし、完成時の精度は荒い。 |
| Standard | 印刷速度はFastに比べて約1.2倍遅い。完成時の精度はやや荒い。 |
| Optimize | 印刷速度はFastに比べて約3倍遅い。ただし、完成時の精度は高い。 |
通常はどれか一つを選択すればいいのですが、それでは仕上がりに満足しない欲張りさんがいるんですよぉ〜。

なぁ〜にぃ〜男はだまって「Custom」!
ということで、「Custom」を選択して各パラメータをいじることで精度を追い込めます。
また、印刷物のなかには「Custom」じゃないと印刷できないものもあります。(具体例は以降の記事で説明します。)
それではパラメータの解説を始めます。
ブログ主が3Dプリンターで究極のコンパクト財布を作っちゃいました。
収納力と使い勝手を両立した最高の一品となっております。

販売しておりますので興味のある方はこちらのボタンからどうぞ!
| パラメータ名 | Standardの初期値 | 説明 |
|---|---|---|
| Layer thickness | 0.2 mm | 1ピッチの層の厚さ(0.2mmから0.1mmにすることで表面がなめらかになります。その分時間もかかります。) |
| Shell thickness | 1.2 mm | 印刷物の外郭の厚さ |
| Initial layer thickness | 0.3 mm | 印刷する第1層目の厚さ(Layer thicknessが薄い場合、プラットフォームからはがれる可能性が高いため1層目はLayer thicknessより厚くした方が良いです。) |
| パラメータ名 | Standardの初期値 | 説明 |
|---|---|---|
| Print speed | 40 mm/s | 印刷する箇所の移動速度 |
| Travel speed | 50 mm/s | 印刷しない箇所の移動速度 |
| Bottom speed | 10 mm/s | 最底面の印刷速度(プラットフォームからはがれないように遅くしています。) |
| Infill speed | 40 mm/s | 印刷物の中身を印刷しているときの移動速度 |
| Top/Bottom speed | 40 mm/s | 印刷物の上面と底面の印刷速度 |
| Outer shell speed | 40 mm/s | 外郭の印刷速度 |
| Inner shell speed | 40 mm/s | 内郭の印刷速度 |
| パラメータ名 | Standardの初期値 | 説明 |
|---|---|---|
| Top thickness | 6 mm | 印刷物の上面の厚さ |
| Bottom thickness | 6 mm | 印刷物の底面の厚さ |
| Fill density | 15 % | 印刷物の中身の密度。100で完全に密封された状態、0が中空の状態(値が大きいほど耐久性は上がりますが、その分フィラメントを消費します。) |
| パラメータ名 | Standardの初期値 | 説明 |
|---|---|---|
| Support type | Everywhere | None:サポート材なし |
| Touching buildplate:宙に浮いている印刷箇所の真下が印刷物と重なっていない場合にサポート材を適用します。 | ||
| Everywhere:宙に浮いている印刷箇所の真下が印刷物と重なっているかの有無にかかわらずサポート材を適用します。 | ||
| Adhesion | Raft | Brim(つば):印刷物がプラットフォームからはがれないように面積を大きくとるために印刷物のまわりに帽子のつばのように印刷します。 |
| Raft(いかだ):印刷物がプラットフォームからはがれないように面積を大きくとるために印刷物の下に土台を印刷します。1層目の出来が一番良いです。 | ||
| Skirt:フィラメントの出を確認するための慣らし印刷 | ||
| Support angle | 60 ° | プラットフォームと印刷物の角度によってサポート材の適用を判断します。 |
| Support amount | 15 % | サポート材の密度 |
| Distance X/Y | 0.7 mm | 印刷物とサポート材の距離 X/Y軸 |
| Distance Z | 0.2 mm | 印刷物とサポート材の距離 Z軸 |
| パラメータ名 | Standardの初期値 | 説明 |
|---|---|---|
| Nozzle temperature | 180 ℃ | ノズルの温度 PLAの場合は 180〜220℃ で設定 |
| Hotbed temperature | 0 ℃ | プラットフォームの温度(印刷物が冷えて反らないようにするための機能がある製品に有効な値。EasyThreed(LABIST) X1にはこの機能が無いため無効な値) |
| パラメータ名 | Standardの初期値 | 説明 |
|---|---|---|
| Brim line amount | 20 本 | 印刷物のまわりにひくラインの本数 |
| パラメータ名 | Standardの初期値 | 説明 |
|---|---|---|
| Extra margin | 5 mm | 印刷物のまわりを設定した幅で印刷 |
| Line spacing | 3 mm | ラフトの一番下に引かれる線と線の間隔 |
| Base thickness | 0.3 mm | ラフトの一番下の層の厚み |
| Base line width | 1 mm | ラフトの一番下に引かれる線の太さ |
| Interface thickness | 0.27 mm | ラフトの中間層の厚み |
| Interface line width | 0.4 mm | ラフトの中間層に引かれる線と線の間隔 |
| Air gap | 0.1 mm | ラフト最上面と印刷物の底面との間隔 |
| First layer air gap | 0.22 mm | ラフト最上面と印刷物の底面との間に引かれる線の太さ |
| Surface layers | 2 層 | ラフト最上面の積層数 |
| Surface layer thickness | 0.27 mm | ラフト最上面の層の厚み |
| Surface layer line | 0.4 mm | ラフト最上面に引かれる線と線の間隔 |
| パラメータ名 | Standardの初期値 | 説明 |
|---|---|---|
| Allowed rollback | 有効 | トラベル時にフィラメントの垂れを防止する引き戻す動き(リトラクション)を有効にする。 |
| Rollback speed | 50 mm/s | 引き戻し、押し出しの速度。 速くした場合、フィラメントが垂れにくくできるがフィラメントがエクストルーダーのギアで削られて切断の可能性が高くなる。 遅くした場合、フィラメントが垂れやすくなるがギアが与えるダメージを低くできる。 |
| Backoff distance | 4 mm | リトラクションでフィラメントを引き戻す長さ。 長めに引き戻せばフィラメントが垂れにくくできるが、フィラメントに対してエクストルーダーのギアで削られて切断の可能性が高くなる。 |
| Material flow rate | 100 % | フィラメントの吐出量の補正値 |
| Are outlines printed before filling in | 無効 | 最初にアウトラインを印刷してから塗りつぶす(意味不明…) |
ふ〜疲れた…。 たくさんのパラメータを解説しましたが、実際に使うのは で引いたパラメータだけです。あとは初期値のままでいいです。
それでは、充実した 3DPL(3Dプリンターライフ)をお過ごしください。










